Based on current purchasing behaviour, the GfK Household Panel expects the market for meat alternatives to reach a sales volume of up to one billion euros by 2025 at the latest. According to the German Nutrition Society (DGE), in addition to vegetarians and vegans, there is a growing target group of flexitarians who are reducing their meat consumption and are looking for tasty, sustainable alternatives (www.dge.de/wissenschaft/fachinformationen/flexitarier-die-flexiblen-vegetarier). For the growing target group, the meat alternative should taste like a schnitzel, look like a schnitzel - but be produced in a resource-saving way and without animal protein with a view to climate, animal welfare and the environment.
Knowledge of the wishes and expectations of today's customers and the development of innovative and resource-saving production methods strengthen the market position of meat alternative producers.The experts at endori food GmbH & Co. KG, a manufacturer of pea-based meat and fish alternatives, are also aware of this strategy.
With the guiding principle "from field to fork", endori, as a pioneer for sustainability in meat alternatives, is committed to a consistent green value chain. Managing Director Dr Axel de With explains that all stages are committed to sustainable action. This includes the careful selection of seeds, cultivation, harvesting, production, logistics, packaging and distribution. However, the production of the green pea schnitzel comes with its own challenges that require additional sustainable solutions.
The production of pea protein products is based on a thermal process.Depending on the type of product, the raw product is cut, moulded or marinated in various ways. The possibilities for further processing are very diverse. For pea schnitzel, vegan chicken, vegan nuggets or vegan burgers, the product continues through the frying line or other cooking systems. Which flavourings are used in the manufacture of these products is a trade secret. However, it is undisputed that, depending on the marinade, breading or spice mix, meat alternatives can have a particularly intense odour during the frying and deep-frying processes, similar to meat production.
Likewise endori is also faced with the challenge of analysing the environmental impact and carbon footprint of its own production at the production site in Stegaurach. De With explains that the value chain is consistently green. This includes both the sustainable handling of emissions into the environment and the ecological footprint of production.
The correct handling of production exhaust air and thus the consideration of defined emission limits is a central task in the sustainable production of meat alternatives. As with the production of meat products, the manufacture of alternative meat products is also associated with the emission of odorous substances and other volatile organic compounds (VOCs). Odour emissions are released in hot, oily production exhaust air, particularly when industrial frying and deep-frying systems are used. This applies to the larger application of frying and roasting processes in industrial food production similar to frying or roasting in the domestic kitchen.
The challenge is to neutralise the VOCs and odours generated by the production processes effectively and in an environmentally friendly manner. After all, the defined emission limits of the TA-Luft (Technical Instructions on Air Quality Control) and the necessary operating licences stipulate that no process-specific odours are permitted outside the factory premises of production facilities. If a manufacturer of meat products or meat alternatives wishes to carry out new production or a change to existing production, an application is required in accordance with the Federal Immission Control Act (BImSchG). Specifically, the Odour Immission Guideline ("GIRL"), which has been integrated into the TA-Luft since 2021, requires that the odour emission is less than 10% of the annual odour hours in residential areas (or 15% in industrial areas). In practice, 500 odour units per m3 of exhaust air are often set.
As with all manufacturing processes in the value chain, the pea specialist also addressed the sustainability of the necessary exhaust air treatment in order to fulfil the defined emission limits. The green path of sustainability is also being consistently pursued in this area. When the company was founded in 2015, endori, then still operating under the company name Amidori, opted for a sustainable multi-stage exhaust air purification process without burning any fossil fuels instead of an energy-intensive gas-fuelled thermal oxidation .
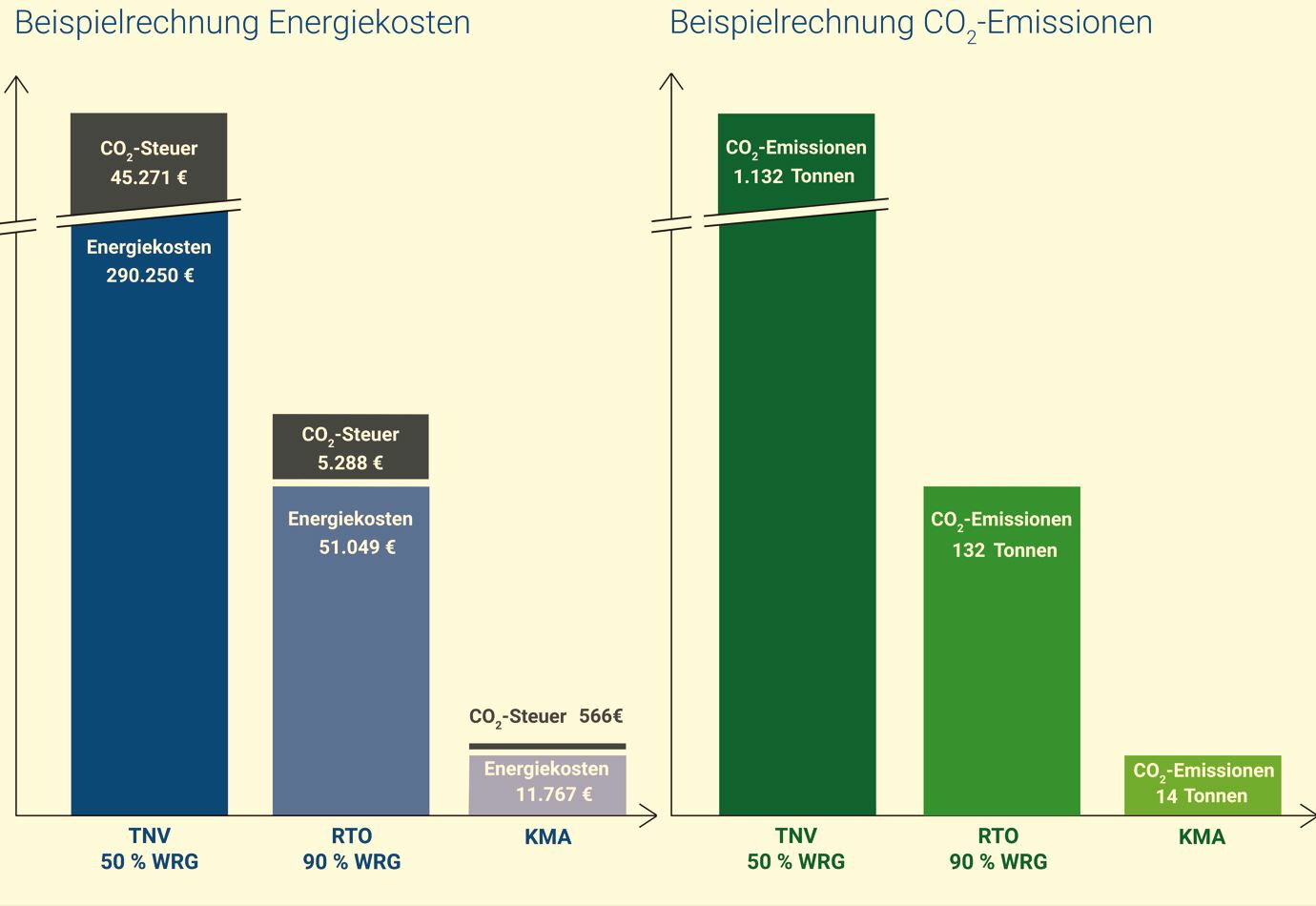
The principle of thermal oxidation (TO) is based on the complete combustion of the organic carbon compounds in the exhaust air to H2O and CO2. In the food industry, thermal oxidation systems must be operated at high temperatures above 750 °C in order to sufficiently separate emissions and odours. For example, at 5,000 operating hours per year, operating a conventional TO with 50% heat recovery would consume 56,500 m3 of natural gas due to the necessary high temperatures (Fig. 1). At a conservative natural gas price of 5 cents per m3, this means energy costs of over €290,000 and the emission of 1,132 tonnes of CO2 per year. This not only means considerable energy costs, but also rising annual CO2 taxes of at least €45,000, as CO2 emissions are successively taxed at ever higher rates (EU CO2 tax 2024: €40 per ton of CO2, EU CO2 tax 2025: €55 per ton of CO2).
Even with an investment in a highly efficient regenerative thermal oxidiser (RTO) with 90% heat recovery, the operator would have to reckon with approx. 66,000 m3 of natural gas consumption and 132 tons of CO2 emissions per year. The total operating costs including CO2 tax of an RTO would therefore be over €56,000. The operation of a sustainable filter system from KMA Umwelttechnik in Königswinter cleans the exhaust air completely without combustion and therefore consumes considerably less energy. This is clearly reflected in the annual operating costs of around €12,000 (incl. CO2 tax) and the eco-balance of 14 tons of CO2 emissions compared to the processes of RTO and TO.
The key to the effective treatment of heavily contaminated exhaust air lies in a holistic approach that combines several process stages The integration of different odour extraction methods in a cascade system, in which the exhaust air passes through several process stages, can significantly increase the efficiency of odour removal while maintaining sustainability (Fig. 2).
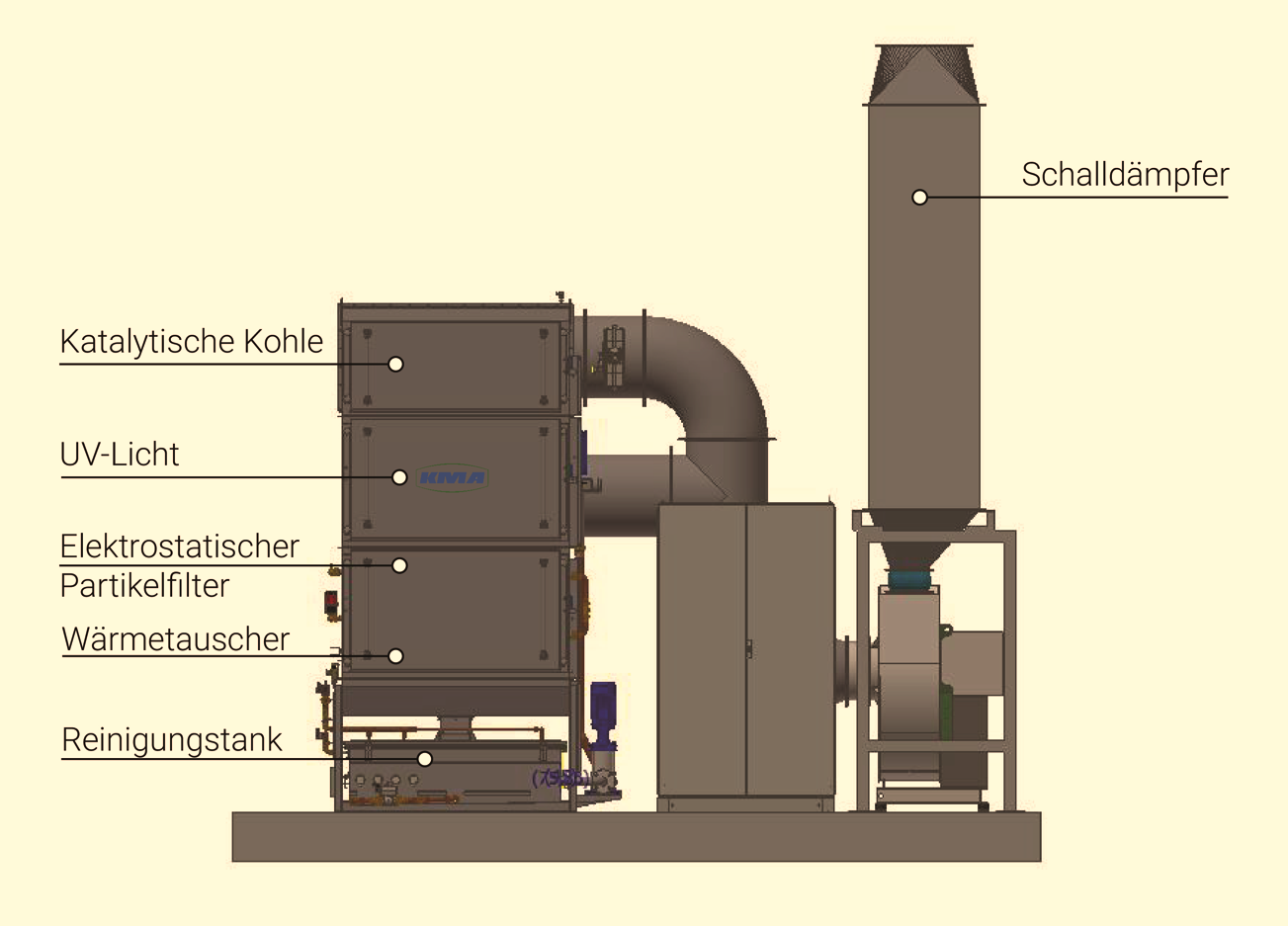
In such a process, a collecting pipe first collects the greasy and odour-laden exhaust air from a deep fryer and a contact frying system and guides it to the exhaust air filter system, which is installed on the roof directly above the emission sources. For effective odour and particle filtration of the hot fryer exhaust air with an exhaust air temperature of 60 °C to 70 °C, the multi-stage environmental technology uses various functional components such as a heat exchanger, electrostatic filter, UV light filter system and a catalytic carbon filter.
Each process module of the sustainable filter system fulfils its individual task: On the one hand, the heat exchanger module cools down the hot exhaust air in order to ensure the best possible particle separation by the downstream electrostatic precipitator by condensing the pollutants it contains. On the other hand, the integrated heat recovery can simultaneously provide valuable energy in the process for heating the supply air or domestic hot water. The highly efficient particle filter then filters grease and oil from the exhaust air using an electrostatic process. The electrostatic precipitator achieves a high degree of efficiency with minimal energy input: an ionisation electrode generates a strong electric field to ionise the particles to be separated with a very low energy input. The charged particles are directed to the collector plates due to the electrostatic forces. Liquid components drip off from there and collect in a bottom tray. Sticky and viscous substances initially remain on the plates and are effectively removed by the integrated automatic cleaning system.
The separation of particles in the electrostatic filter already makes an important contribution to reducing odours in the exhaust air. In order to achieve a further reduction of odours, the exhaust air is intensively irradiated with UV light in the next process stage. The resulting photochemical reaction produces ozone and oxygen radicals which, together with the light waves, neutralise the odour-forming molecules. The remaining odorous substances and volatile organic substances, as well as the excess ozone, are adsorbed in the final process stage, the catalytic carbon filter.
The filter system is equipped with an automatic cleaning system (Cleaning In Place, CIP) to ensure a continuously high level of efficiency in all process stages. Like an integrated dishwasher, the heat exchanger, electrostatic precipitator and UV light tubes are cleaned fully automatically with heated water and a dosed cleaning agent via various movable nozzle units. The cleaning liquid circulates between the cleaning tank and the filter system in order to achieve a high cleaning effect while conserving resources. The activated carbon catalytic converter is shielded from the cleaning water by an upstream demister. The sustainable filter process selected by endori purifies the exhaust air in accordance with the requirements of the Federal Immission Control Act, and the specifications of the TA-Luft (Technical Instructions on Air Quality Control) including the Odour Immission Directive are met. The environmental technology completely dispenses with the combustion of fossil fuels and therefore consumes significantly less energy. This results in low annual operating costs and an exemplary eco-balance due to reduced CO2 emissions.
To the press compartment of KMA Umwelttechnik GmbH
Downloads to this press release